- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

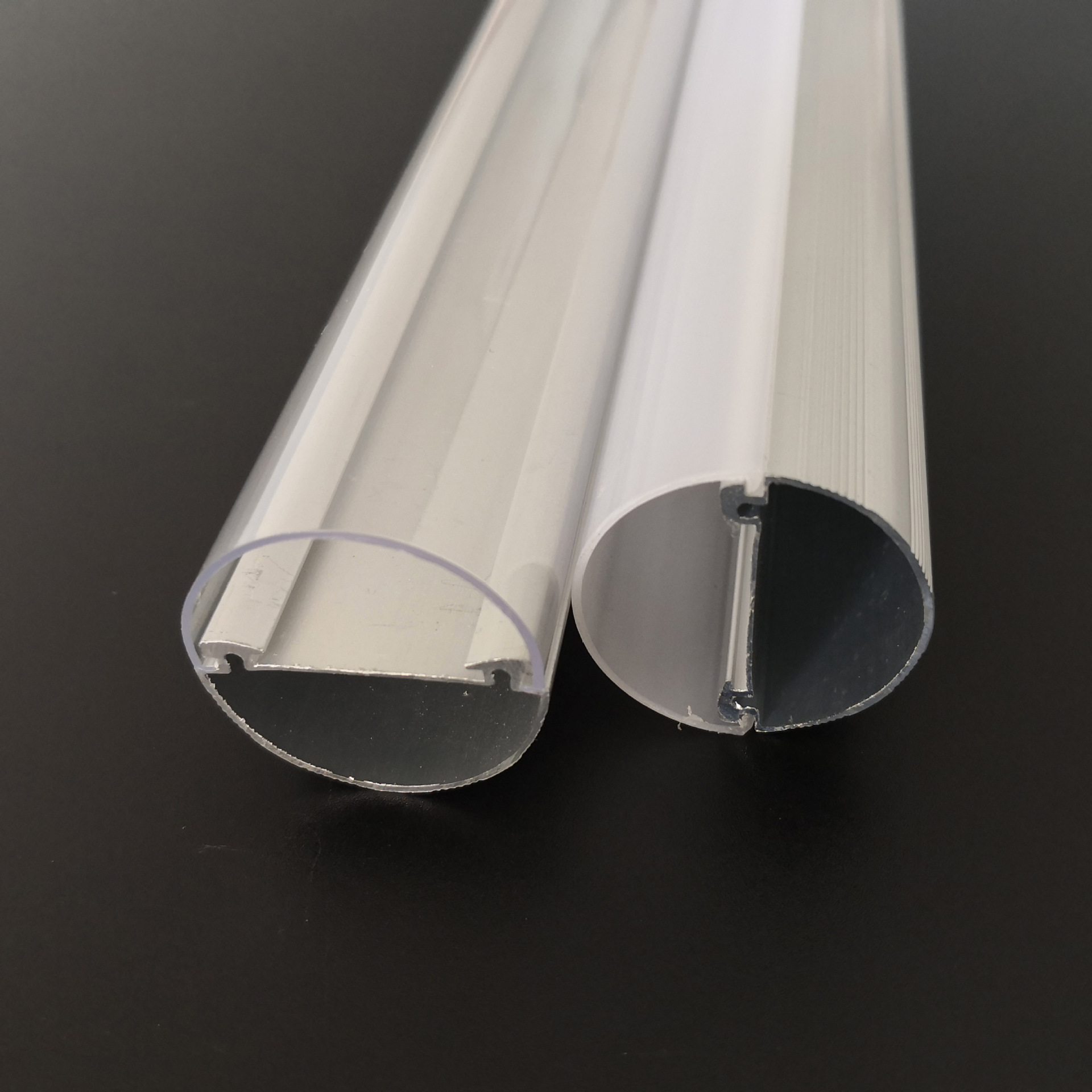
Kokemus PC-ekstruusiotuotannosta
Varotoimenpiteet:
1. Kun ruiskutuspaine on korkea, lämpötila putkessa on liian korkea tai viipymäaika on pitkä, se on helppo aiheuttaa lämpöhajoamista, värimuutoksia ja huonompia fysikaalisia ominaisuuksia. On huomattava, että muotin lämpötila on 85 °C ~ 120 °C. (1) Säädä kosteus alle 0,02 %; (2) Kuivaa 120 °C:ssa 4 tuntia, älä ylitä 150 °C.
2. Erityisen vaikeaa on muodostaa paksuja valmiita tuotteita, koska valmiit tuotteet ovat alttiita jäännösjännitykselle, joka aiheuttaa jatkossa halkeamia, joten irrokeaineena on parempi käyttää jauhemaista silikonia nestemäisen irrokeaineen sijaan.
3. Muovaus vaatii korkeaa lämpötilaa ja korkeaa painetta, ja on käytettävä ruuvityyppistä muotoilusukkulaa.
4. Materiaalin tulee olla täysin kuivattu ennen käyttöä.
5. Portin ja jakokanavan suunnittelussa tulee olla pieni virtausvastus.
6. Valettu tuote tulee suunnitella niin, että sen paksuus on lähellä seinää, ja metalliosia tulee välttää. Lisäksi sisäänvetokulman tulee olla yli 2°.
7. Muotin kutistuvuus 0,4 % ~ 0,7 %, ominaispaino 1,2 ~ 1,5.
8. Lämmityslämpötila 230 ~ 310 ℃, muotin lämpötila 80120 ℃, materiaaliputken lämpötila 260 ~ 310 ℃, poistomateriaalin lämpötila 280 ~ 320 ℃, ruiskutuspaine 800 ~ 1500 kg/cm2, minimi käyttölämpötila 260°C.
9. Käytä kuivausrumpua, kuivauslämpötila on 105–120 °C (alle 0,02–0,03 %), kestää 24 tuntia, materiaaliputken ensimmäisen osan lämpötila on 260–270 °C; toinen osa on 260-270 °C; kolmas osa Ensimmäinen vaihe on 240-250 °C; neljäs vaihe on 220-230 °C; muotin pinnan lämpötila on 40-60 °C. Lämpötilan asetus: suutin 230 ~ 300 ℃, etuosa 260 ~ 280 ℃, keskiosa 265 ~ 275 ℃, takaosa 250 ~ 270 ℃; ruuvin nopeus 40-160 rpm, muotin lämpötila 80^120 ℃, ruiskutuspaine 1000-1400 kg/cm2, vastapaine 5-15 kg, ruuvin puristussuhde 2,4, L/D 15-24.
JE on ammattimainen PC-ekstruusiovalmistaja Kiinassa,
Lisää PC-ekstruusiotuotteita on osoitteessa www.jeledprofile.com
Voit myös ottaa yhteyttä: sales@jeledprofile.com
Puh/Whatsapp/Wechat: 0086 13427851163
Edellinen:PC-ekstruusioraaka-aineiden ominaisuudet